 |














| الكمية: | |
|---|---|
PA66 GF30
XINYITE
30% نايلون مقوى بالألياف الزجاجية PA66 مصنوع من راتنج PA66 ومملوء بألياف زجاجية بنسبة 30%. إنها قوة عالية، وصلابة عالية، ومقاومة التآكل ومقاومة التآكل. أيضًا، المادة مستقرة الأبعاد مع درجة حرارة انحراف حرارية عالية، عزل كهربائي جيد، نعومة سطحية جيدة، قولبة سهلة ومزايا أخرى.
قوة عالية: تؤدي إضافة الألياف الزجاجية إلى زيادة قوة وصلابة المادة، مما يجعلها مناسبة للتطبيقات التي يكون فيها الأداء الميكانيكي أمرًا بالغ الأهمية.
مقاومة الحرارة: وجود الألياف الزجاجية يحسن قدرة المادة على تحمل درجات الحرارة الأعلى مقارنة بـ PA66 غير المعبأ.
الاستقرار الأبعاد: يساهم تعزيز الألياف الزجاجية أيضًا في تحسين استقرار الأبعاد، مما يقلل من احتمالية التزييف أو التشوه في ظل ظروف مختلفة.
المقاومة الكيميائية: PA66 مقاوم بشكل عام للعديد من المواد الكيميائية، وإضافة الألياف الزجاجية لا تؤثر بشكل كبير على هذه الخاصية.
التطبيقات: يستخدم PA66 GF30 بشكل شائع في مكونات السيارات والأجزاء الكهربائية والإلكترونية والآلات الصناعية والتطبيقات الأخرى التي تتطلب مزيجًا من القوة ومقاومة الحرارة وثبات الأبعاد.
اقتراحات قولبة الحقن لـ GF المقوى PA66
1. درجة حرارة المعالجة:
درجة حرارة البرميل: عادة البرميل يجب ضبط درجة الحرارة بين 270 درجة مئوية إلى 300 درجة مئوية (518 درجة فهرنهايت إلى 572 درجة فهرنهايت) لضمان ذوبان المادة وتدفقها بشكل سليم.
درجة حرارة العفن: يوصى باستخدام درجة حرارة القالب بين 80 درجة مئوية إلى 100 درجة مئوية (176 درجة فهرنهايت إلى 212 درجة فهرنهايت) لتحقيق تشطيب جيد للسطح واستقرار الأبعاد.
2. سرعة الحقن:
يوصى باستخدام سرعة حقن متوسطة إلى عالية لضمان ملء القالب بشكل صحيح ولمنع تكسر الألياف. ومع ذلك، فإن سرعة الحقن العالية جدًا يمكن أن تسبب تسخينًا مفرطًا للقص.
3. ضغط الحقن:
قد تكون هناك حاجة لضغوط حقن أعلى بسبب زيادة لزوجة PA66 المقوى بـ GF. تتراوح ضغوط الحقن النموذجية من 1000 إلى 1500 بار (14500 إلى 21750 رطل لكل بوصة مربعة).
4. الضغط والوقت:
يعد الضغط والوقت المناسبان أمرًا ضروريًا لمنع علامات الحوض وضمان سلامة الأجزاء بشكل جيد. يجب أن يكون ضغط الإمساك حوالي 50% إلى 70% من ضغط الحقن يجب تحسين وقت الاحتفاظ بناءً على سمك الجزء.
5. تصميم المسمار:
يوصى باستخدام برغي ذو نسبة ضغط منخفضة (حوالي 2:1 إلى 3:1) ومنطقة تغذية أطول لاستيعاب الطبيعة الكاشطة للألياف الزجاجية ومنع التآكل المفرط.
6. تجفيف:
يجب تجفيف PA66 المقوى بـ GF قبل المعالجة لإزالة أي محتوى رطوبة. تجفيف يوصى عادةً بدرجة حرارة تتراوح من 80 درجة مئوية إلى 100 درجة مئوية (176 درجة فهرنهايت إلى 212 درجة فهرنهايت) لمدة 2 إلى 4 ساعات.


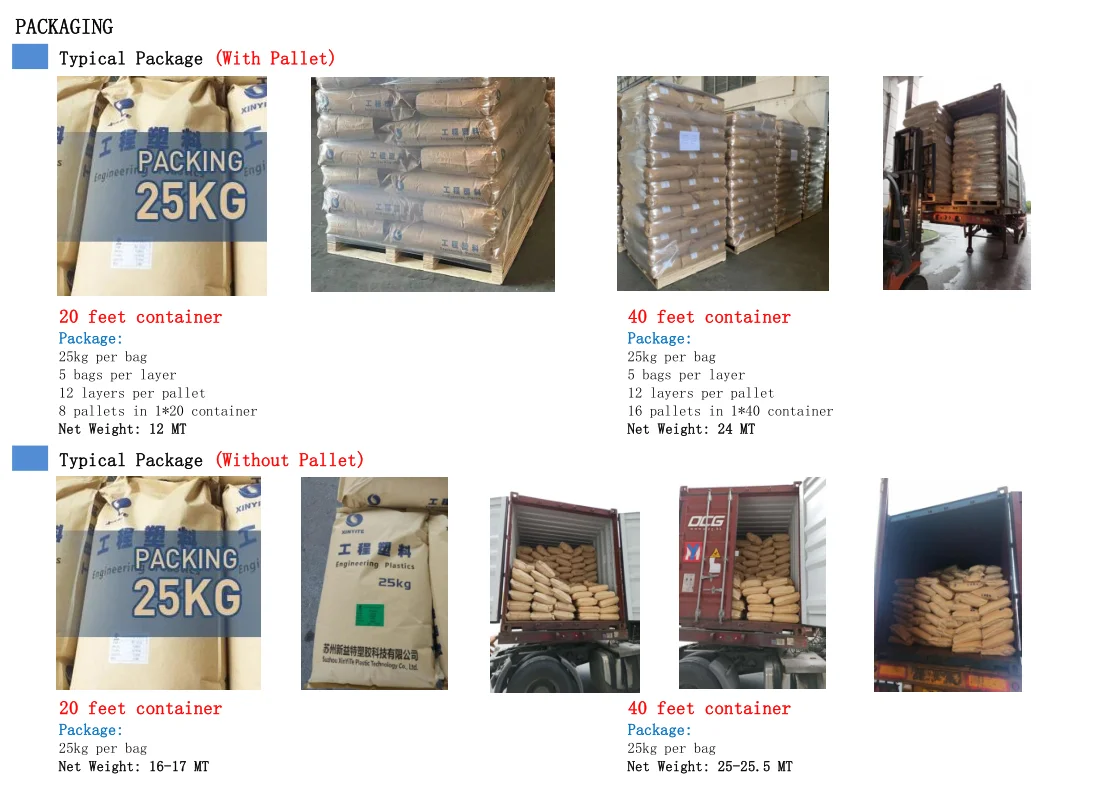
الحزمة والشحن:
صور المصنع:




















